
Réalisation du cylindre
Description du fonctionnement:
Le cylindre est de type double action. La double action inventée par James Watt est devenue d'emploi général, elle permet un gros gain de puissance en éliminant la phase où le piston se comporte comme un frein, celui-ci est alors moteur à l'aller et au retour. Sur les moteurs fonctionnant par l'expansion de la vapeur, il est poussé alternativement par les deux chambres d'expansion qu'il délimite. Le système d'alimentation à tiroir a alors pour rôle de déclencher soit l'alimentation, soit l'échappement pour les deux chambres.
L'admission et l'échappement de la vapeur des deux côtés du cylindre sont réglées par le tiroir de distribution. Le piston est relié à la crosse qui, par l'intermédiaire de la bielle motrice, transforme le mouvement de va-et-vient en mouvement circulaire. Ce mouvement est transmis à toutes les roues motrices par un ensemble de pignons. Le réglage du tiroir de distribution pour inverser la marche s'effectue au moyen du levier de commande situé sur le poste du conducteur.
Le cylindre a été réalisé à partir d'un bloc de bronze RG7 de 103x103x136mm.

Après traçage, sciage du bloc avec surcotes

Alésage du bloc à 40mm +-0,02mm avant chemisage
 Fraisage de la selle du cylindre au diamètre de 133mm
Fraisage de la selle du cylindre au diamètre de 133mm

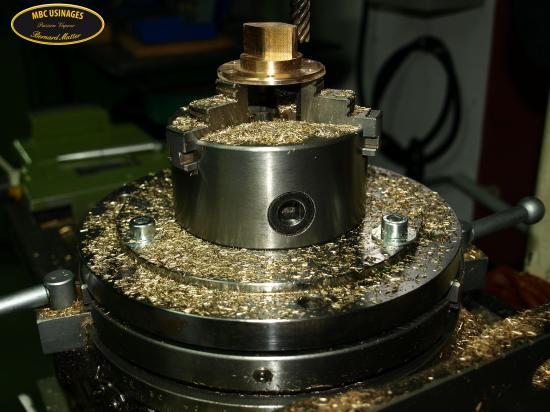
 Bridage du bloc cylindre sur le plateau du tour à métaux et centrage à l'aide du pupitas.
Bridage du bloc cylindre sur le plateau du tour à métaux et centrage à l'aide du pupitas.

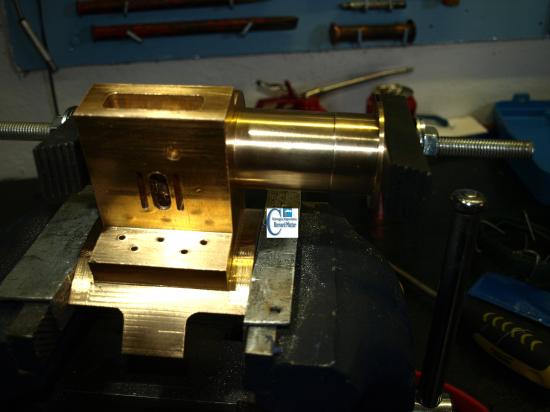
Le Bloc moteur usiné (Allchin Royal Chester's engine cylinder material: Gunmetal RG7):

Après usinage montage de la chemise de piston dans le bloc cylindre, le diamètre extérieur est usiné avec une surcote de 5 centièmes de mm à l'arrière, et 1/10 de mm à l'avant. La chemise est emmanchée de force dans le cylindre,.Pour faciliter l'opération le cylindre a été chauffé à 220° dans un four, à l'inverse la chemise a été refroidie pendant 3 heures dans le congélateur.
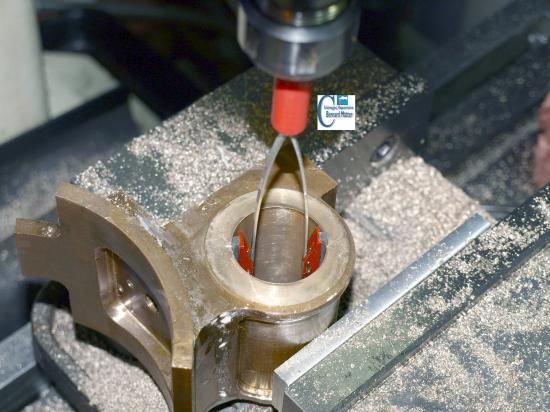
Alésage de la chemise de piston sur la fraiseuse à l'aide d'une tête à aléser: diamètre de l'alésage

Honage de la chemise du piston sur la fraiseuse à l'aide d'un honoir
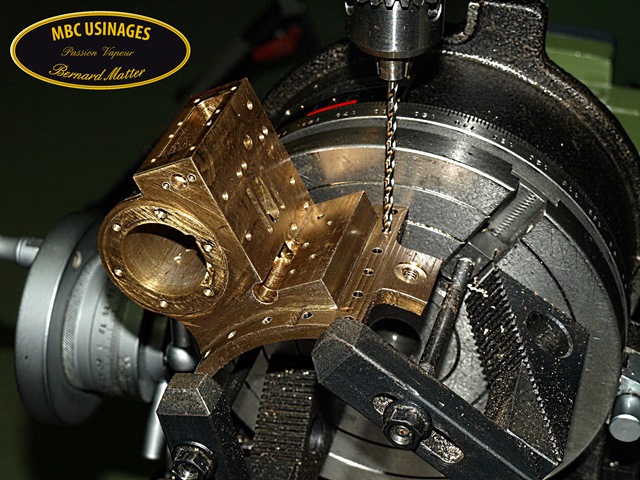
 Percement des canaux de vapeur sur la fraiseuse (Boring the Steamways). Six canaux vapeur d'un diamètre de 4mm relient le cylindre aux lumières du tiroir, trois à chaque extrémité du cylindre. Les perçages on été effectués sur la fraiseuse, la tête de fraisage inclinée de 30 et 23 degrés.
Percement des canaux de vapeur sur la fraiseuse (Boring the Steamways). Six canaux vapeur d'un diamètre de 4mm relient le cylindre aux lumières du tiroir, trois à chaque extrémité du cylindre. Les perçages on été effectués sur la fraiseuse, la tête de fraisage inclinée de 30 et 23 degrés.

Couvercles de cylindre (Cylinder Covers):
{kind=link}


Les couvercles après usinage du brut sur le tour à métaux et perçages sur la fraiseuse . (Matière bronze RG7)
Perçages pour le passage des goujons de fixation du cylindre sur la chaudière

Après la réalisation d'un gabarit montage et assemblage du coulisseau. AssembleThrunk Guide with Jig.

![]()