
Pignons, Engrenages
Les plans Anglais étant en système de mesure impérial (Inchs) les cotations des engrenages et des pignons sont calculées à partir du Diamétral Pitch. Bien qu'il existe un tableau de conversion entre le Diamétral Pitch et le Module, j'ai dû refaire tous les calculs car je construis en métrique et à une échelle différente du plan.
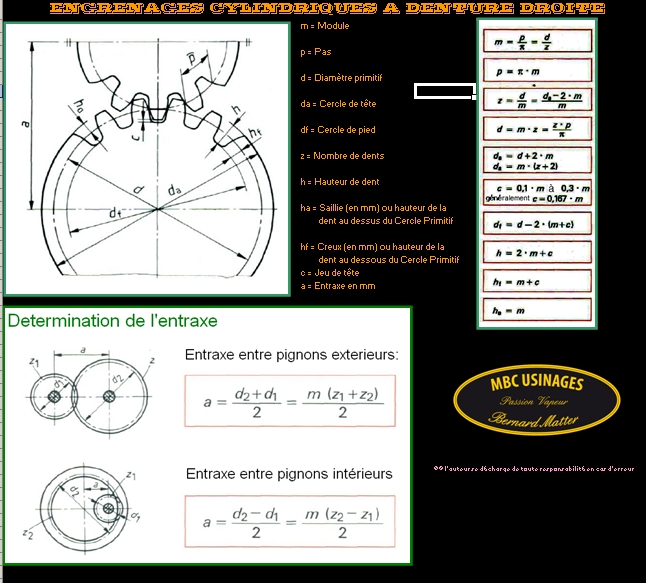
Les unités de mesure employées pour le calcul des éléments de denture sont:
Le Module ou Pas diamétral (système métrique)
Le diamétral Pitch (système Anglais)
Le Module ou Pas diamétral est égal au quotient du diamètre primitif (exprimé en mm) par le nombre de dents de l'engrenage, d'où la relation fondamentale:
Module = Diamètre Primitif/Nombre de Dents
Le profil des dents est un arc de développante de cercle avec un angle de pression de 20 degrés (normalisé).
Après les différents calculs selon les formules ci-dessous, j'ai opté pour le Module 2 qui convient parfaitement à la taille des engrenages droits à réaliser.
Concernant la taille des pignons coniques pour les engrenages du différentiel, satellites et planétaires il faudra redéterminer le module des pignons composant le différentiel qui est un train épicydoïdal sphérique, les axes de tous les pignons étant concourants.
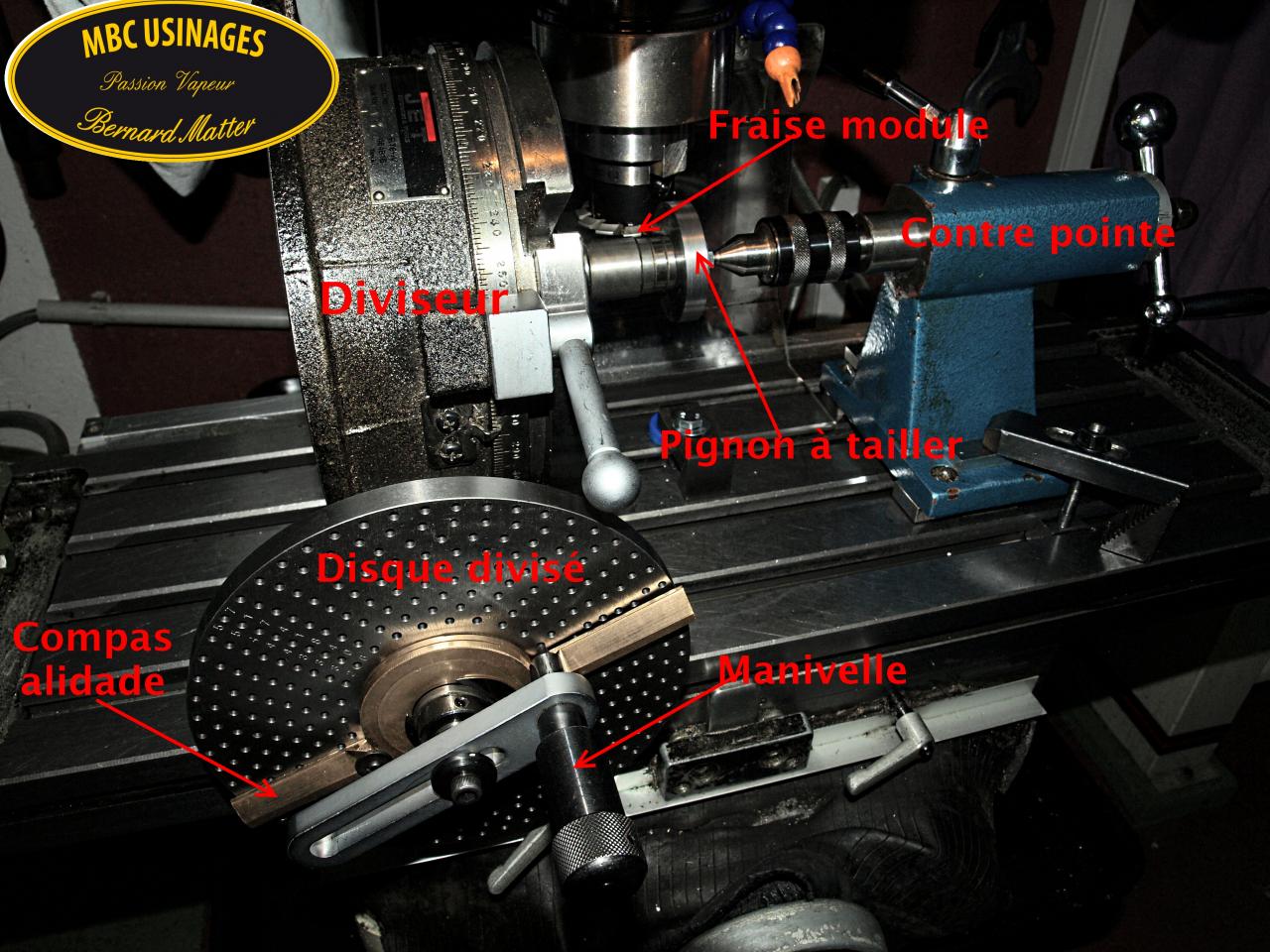
Les engrenages se taillent sur la fraiseuse à l'aide d'un plateau diviseur et de fraises modules. Un jeu de fraises module comporte 8 fraises jusqu'au module 10, au dessus leur nombre est de 14.

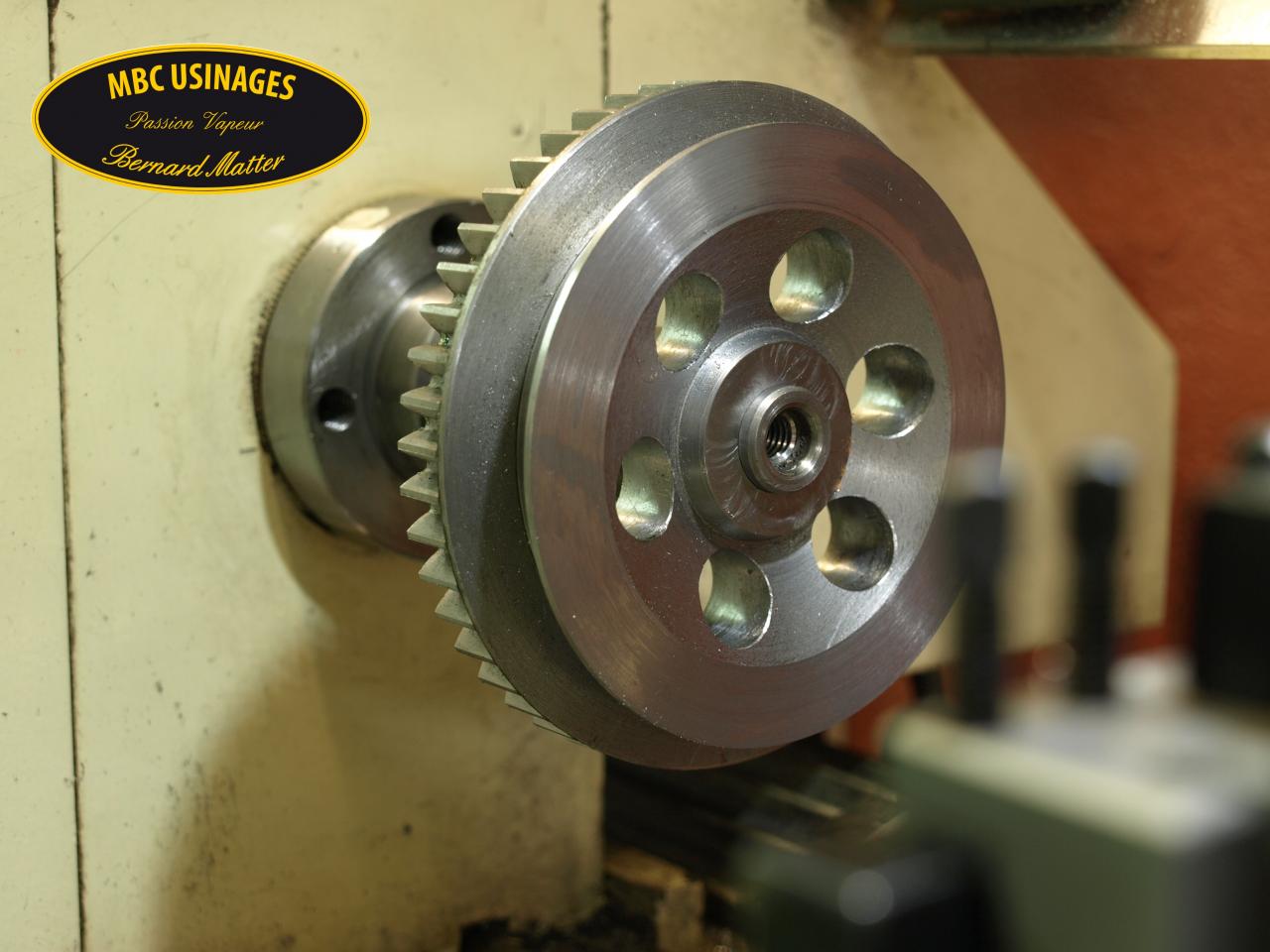
Finition de l'ébauche du pignon de petite vitesse sur le tour à métaux. (Machining center for change-speed pinions on lathe)
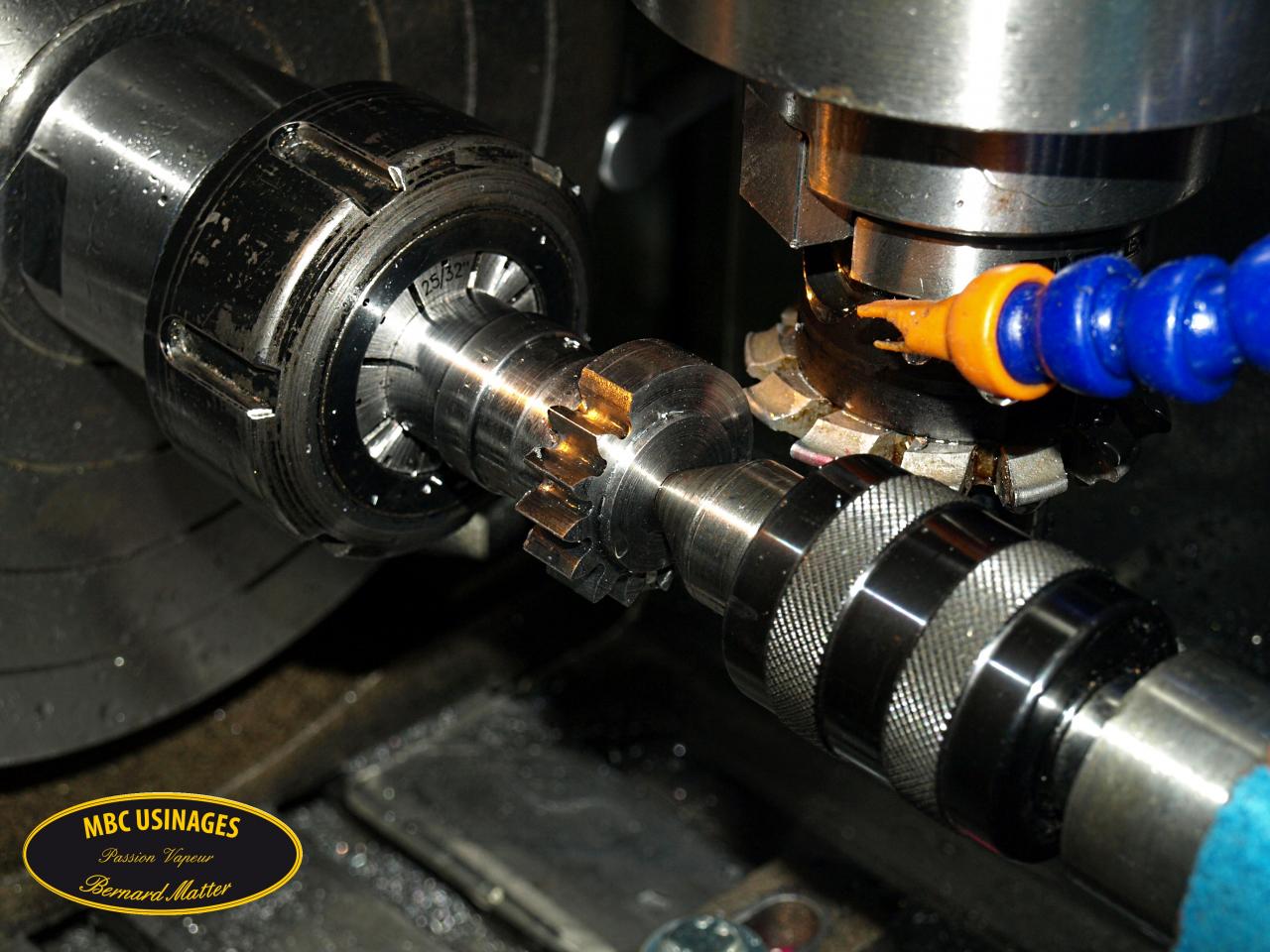
Taillage en cours du pignon de vitesse lente sur la fraiseuse à l'aide du diviseur.
Matière utilisée acier de cémentation 1.7147, 20MnCr5.
(Cutting the slow pinion with gear cutter Modul 2 on milling machine. Used Material Steel 20MnCr5)

Vu le nombre de pignons à tailler, j'ai réalisé un programme sous excel avec des macros VB afin de limiter au maximum les erreurs. Le programme calcule en degrés, minutes, secondes la position de chaque dent ( je ne possède pas de disques pour le diviseur), il indique la dent en cours de taille et se positionne sur la suivante dès la fin de l'opération. C'est la CNC du pauvre.
Après le taillage d'un pignon de 26 dents je me rends compte que travailler sans les disques de divison demande trop d'attention et au bout de la vingtième dent on commence par loucher en lisant le vernier (Eh oui avec l'âge la vision baisse...).
Ainsi j'ai pris la décision d'acquérir les disques de division pour le diviseur Vertex, car j'imagine assez bien rater un pignon de 100 dents lors d'un des derniers taillages.
 Après réception et montage des disques divisés les travaux peuvent continuer. Les disques proviennent de la Maison WABECO à Remscheidt, une entreprise sérieuse, qualité des produits, fraiseuses, tours, accessoires, et surtout un très bon service après-vente.
Après réception et montage des disques divisés les travaux peuvent continuer. Les disques proviennent de la Maison WABECO à Remscheidt, une entreprise sérieuse, qualité des produits, fraiseuses, tours, accessoires, et surtout un très bon service après-vente.
Comment utiliser le diviseur avec des disques à couronnes de trous :
En règle générale le diviseur est fourni avec un jeu de 3 disques à couronnes de trous:
-Disque A cercles de15,16,17,18,19 et 20 trous.
-Disque B cercles de 21,23,25,27,29,31 et 33 trous.
-Disque C cercles de 37,39,41,43,47 et 49 trous.
-Un secteur appelé également compas alidade et une manivelle alidade.
Ce jeu de 3 disques permet de réaliser pratiquement toutes les divisons directes ou indirectes avec précision.
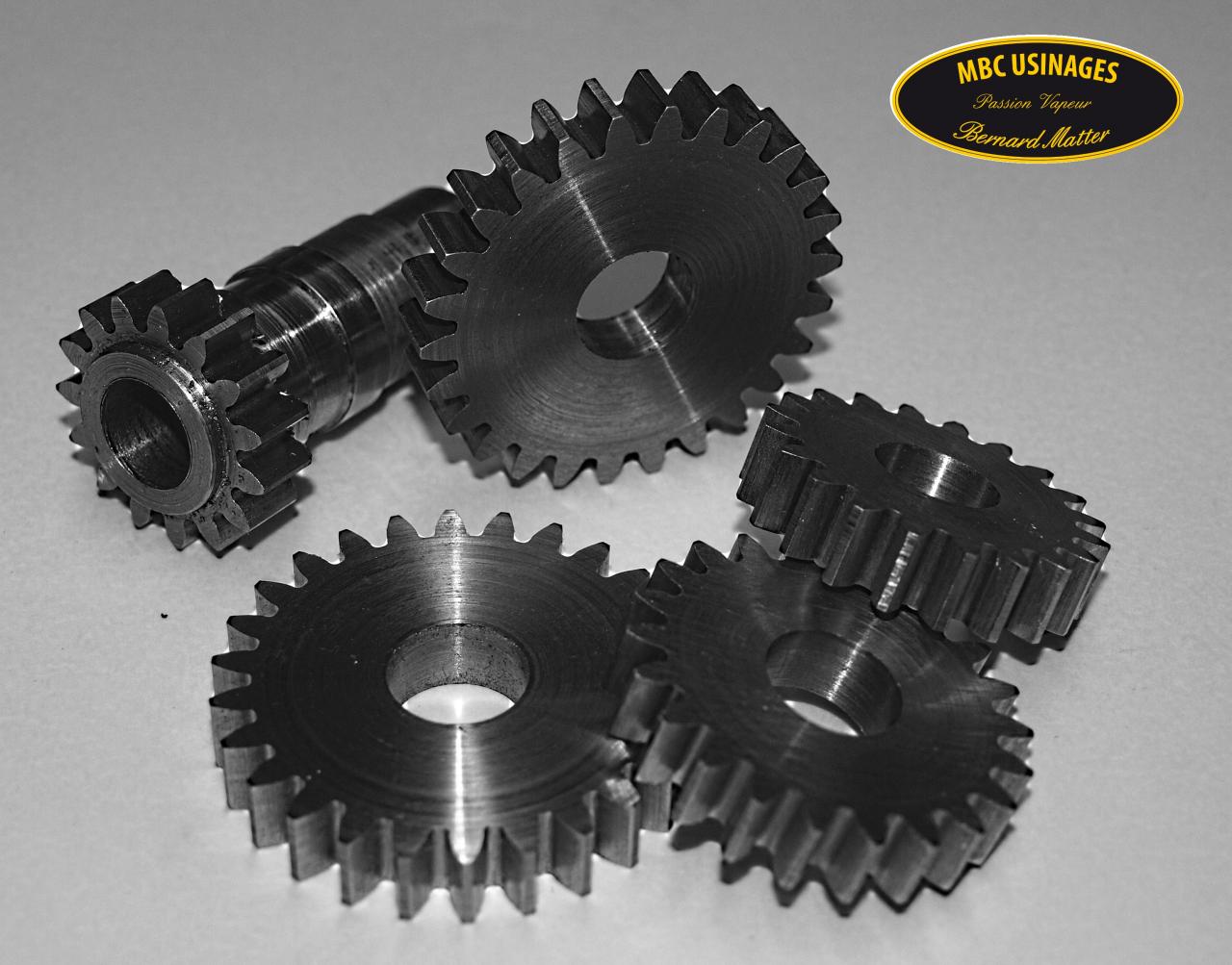 Le premier jeu de pignons taillés au Module 2 prêts pour le traitement thermique, matière utilisée 20Mncr5.
Le premier jeu de pignons taillés au Module 2 prêts pour le traitement thermique, matière utilisée 20Mncr5.
(The first gears Modul 2, lot for the heat treatment. Used Material 20MnCR5)
Après taillage du pignon usinage sur le tour du tambour de frein. (Machining Brake Drum on Lathe)
 Tambour de frein et pignon assemblé et terminé. (Brake drum and gear)
Tambour de frein et pignon assemblé et terminé. (Brake drum and gear)

![]()