
Réalisation de la chaudière Allchin Royal Chester
La chaudière dont le foyer est de type Crampton, est réalisée exclusivement en cuivre.
Le tube de cuivre est d'un diamètre extérieur de 133mm, toutes les autres pièces sont formées à partir de plaques de cuivre d'une épaisseur de 3mm.
Avant le formage il a été nécessaire de réaliser des matrices en bois, puis le cuivre a été chauffé couleur rouge foncé, refroidi rapidement dans l'eau et ensuite mis en forme avec un maillet en bois.
La pression de fonctionnement est de 7 bars, ce qui nécessite, pour garantir la sécurité, une épreuve sous pression à 14 bars, ainsi que la certification par un organisme agréé ( Apave etc..).
Seule la brasure argent forte est autorisée (point de fusion environ 800 degrés selon le type de baguettes utilisées).
La soudure du cuivre est autorisée également, mais qui hormis le chaudronnier et le soudeur de métier maîtrise cette technique ?
La soudure à l'étain est incompatible, et proscrite, pour l'assemblage de chaudières vapeur sous pression.
Quelques matrices:


Usinage de l'ouverture du foyer

L'ensemble des pièces hormis les renforts:

Montage à blanc sur une matrice en bois pour vérifier les ajustages (Boiler assembly material: cooper)

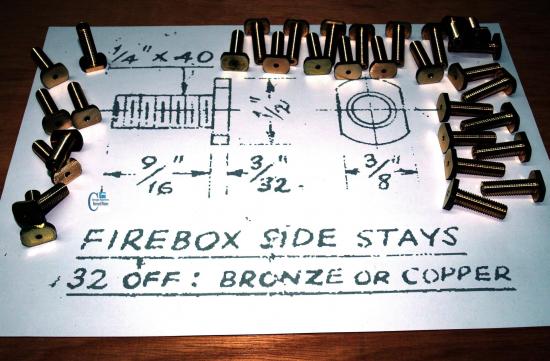
Entretoises latérales ( Firebox Side Stays):
Les parois latérales du foyer et de la boîte à feu (chaudière verticale) sont reliées par des entretoises en bronze. Ce sont des renforts qui limitent les déplacements antagonistes des parois sous l'effet des différences de température, ainsi les contraintes sur les entretoises sont très importantes.
Leur seconde fonction est de maintenir les Hornplates sur la boite à feu, ce qui augmente encore les contraintes, mais au contraire augmente la rigidité.
C’est pour l'ensemble ces raisons que leur nombre est relativement important: 32 pièces (16 de chaque coté).
Sur les tracteurs et locomotives vapeur grandeur nature la rupture, ainsi que les fuites des entretoises n’était pas des incidents rares.
Réalisés à partir d'un rond de bronze de diamètre 16mm:
Les tirants et étriers de ciel ( Firebox Crown Stays):


Le ciel du foyer et l'enveloppe de la partie postérieure de la chaudière sont reliés par les tirants de ciel et des étriers. Ils empêchent la déformation du foyer qui est soumis à d'énormes contraintes thermiques. Ils sont réalisés à partir de plaques de cuivre de 3mm d'épaisseur. Les tirants sont fixés par brasage fort.
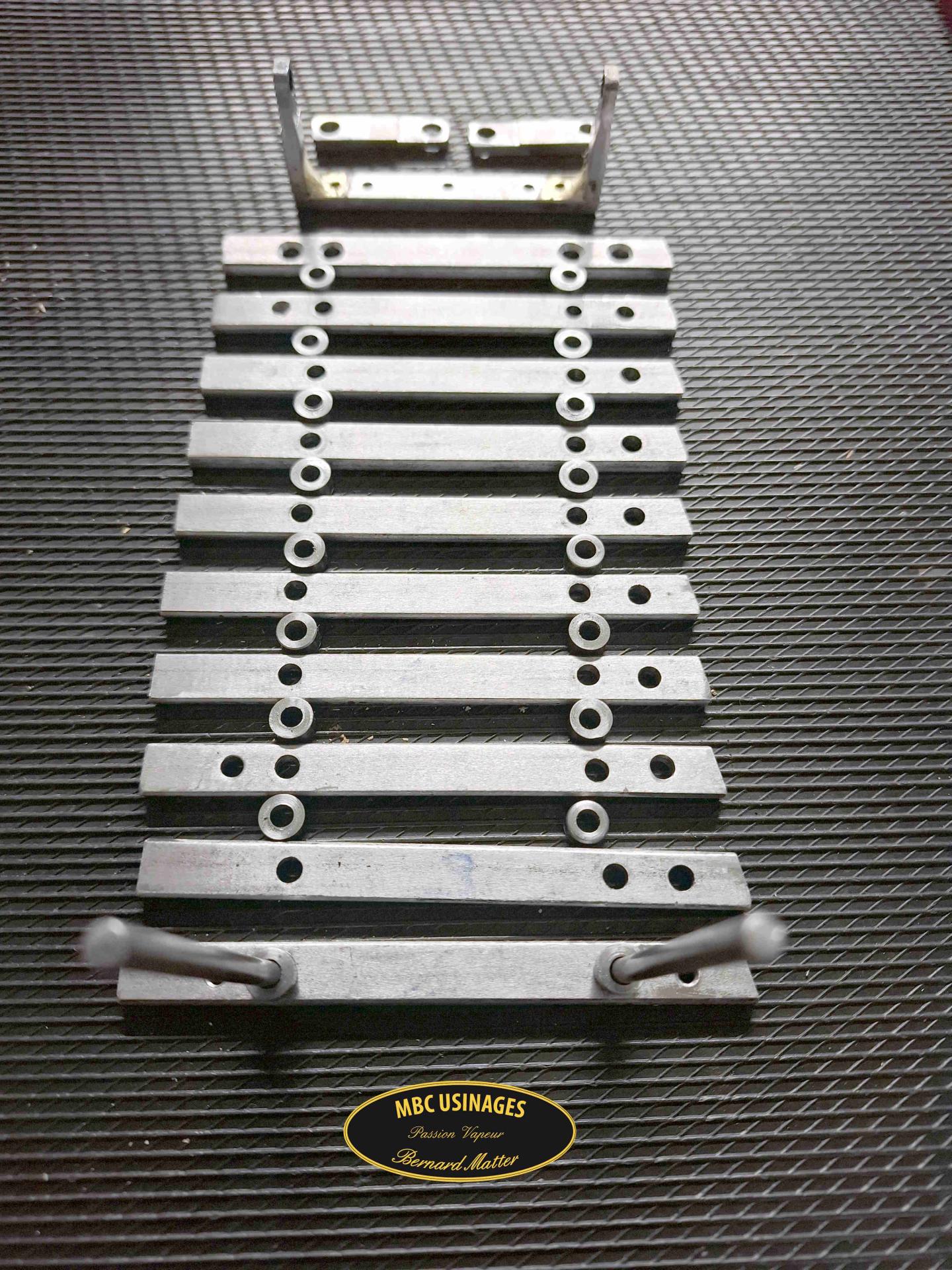
-Pose des entretoises latérales (Side stays: Tapping and installation)
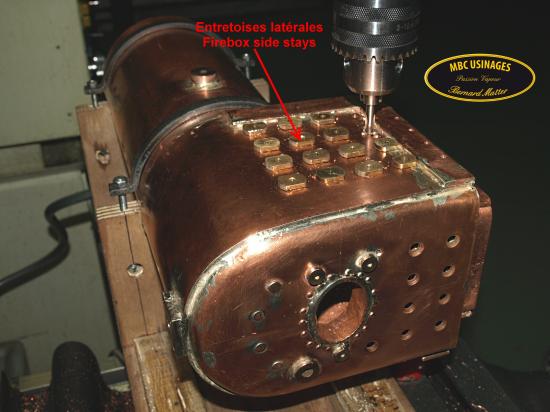
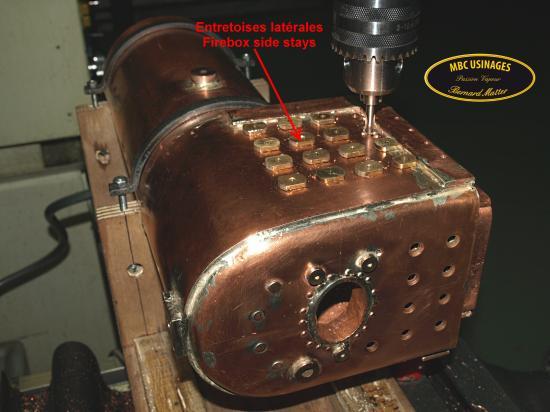
Après le brasage fort de la chaudière montage sur un gabarit en mdf pour effectuer les taraudages et la pose. Les entretoises seront brasées ultérieurement
Brasure utilisée: baguettes brasure forte argent 55% L-Ag 55, température de fusion 630°.

Brasage des Side-Stays, brasure forte argent LAG55 baguette enrobée. Le cuivre étant un excellent conducteur de chaleur cet avantage se transforme en inconvénient lors de la soudure, car les besoins calorifiques sont énormes pour amener la chaudière à la température et permettre la fusion de la brasure argent vers 630 degrés. Plusieurs sources d'apport de chaleur ont été necessaires.

Fraisage des entretoises latérales pour obtenir un plan parfaitement régulier et surtout parrallèle avec le côté opposé, afin que les Hornplates soient parfaitement alignées.
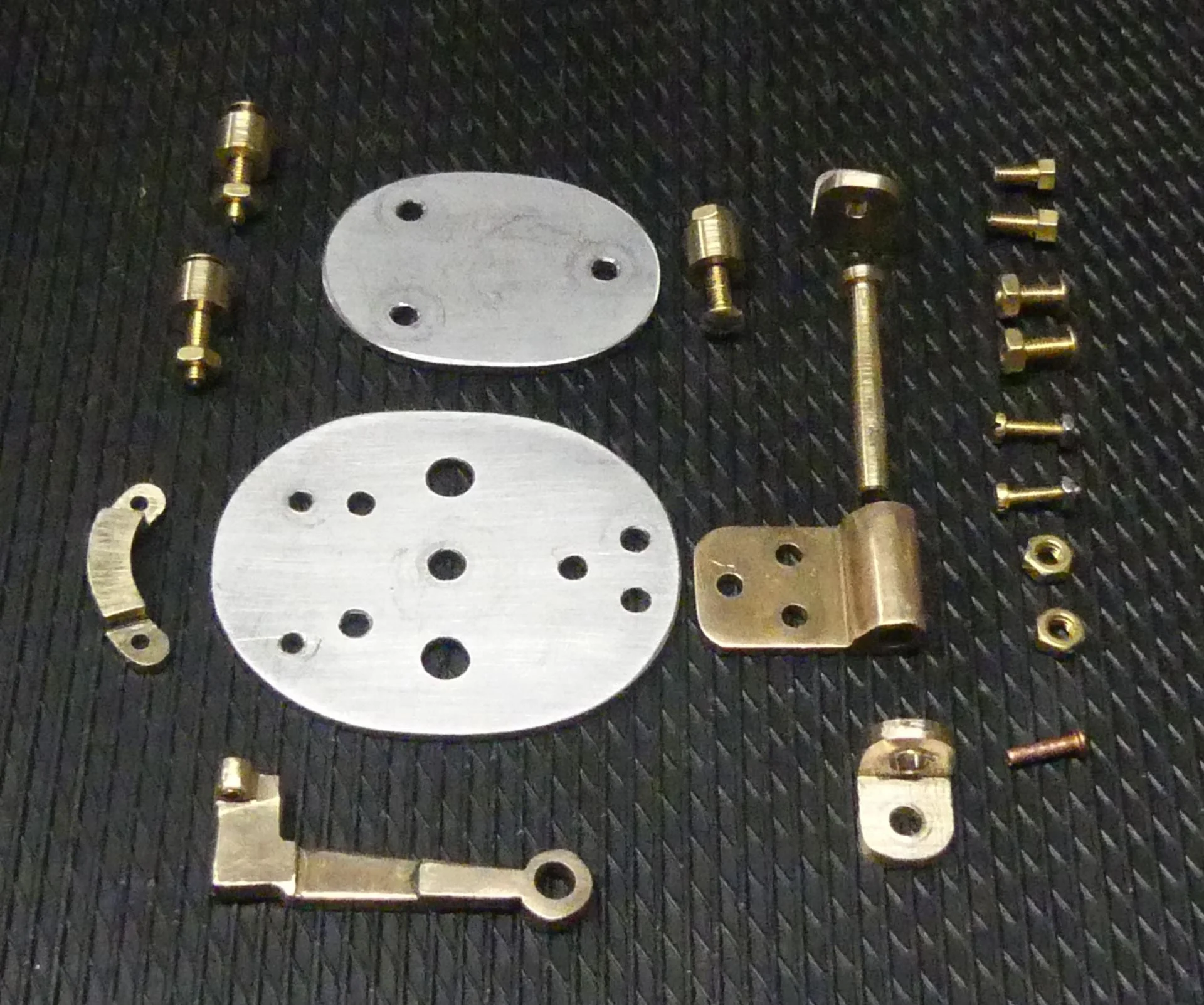
Après des heures d'usinage la porte foyère et ses armatures avant assemblage. (Firehole door and fittings.) Matières: porte et contreporte en inox. Armatures bronze RG7.
La porte foyère montée.
 Les différentes pièces composant la grille de foyer après usinage.
Les différentes pièces composant la grille de foyer après usinage.
 La grille foyère assemblée
La grille foyère assemblée

