
Le Différentiel
Réalisation du différentiel et de ses engrenages:
Le différentiel est un système mécanique qui a pour fonction de distribuer la vitesse de rotation de la boîte de vitesses aux roues de manière différente selon les conditions. Le différentiel va donc permettre aux roues motrices de tourner à une vitesse différente notamment lors d'un virage, la roue extérieure tournant plus vite que la roue intérieure. Sur le modèle il est également prévu un blocage de différentiel manuel afin d'augmenter l'adhérence sur terrain meuble.
Réalisation de la couronne de différentiel (Compensating Center):
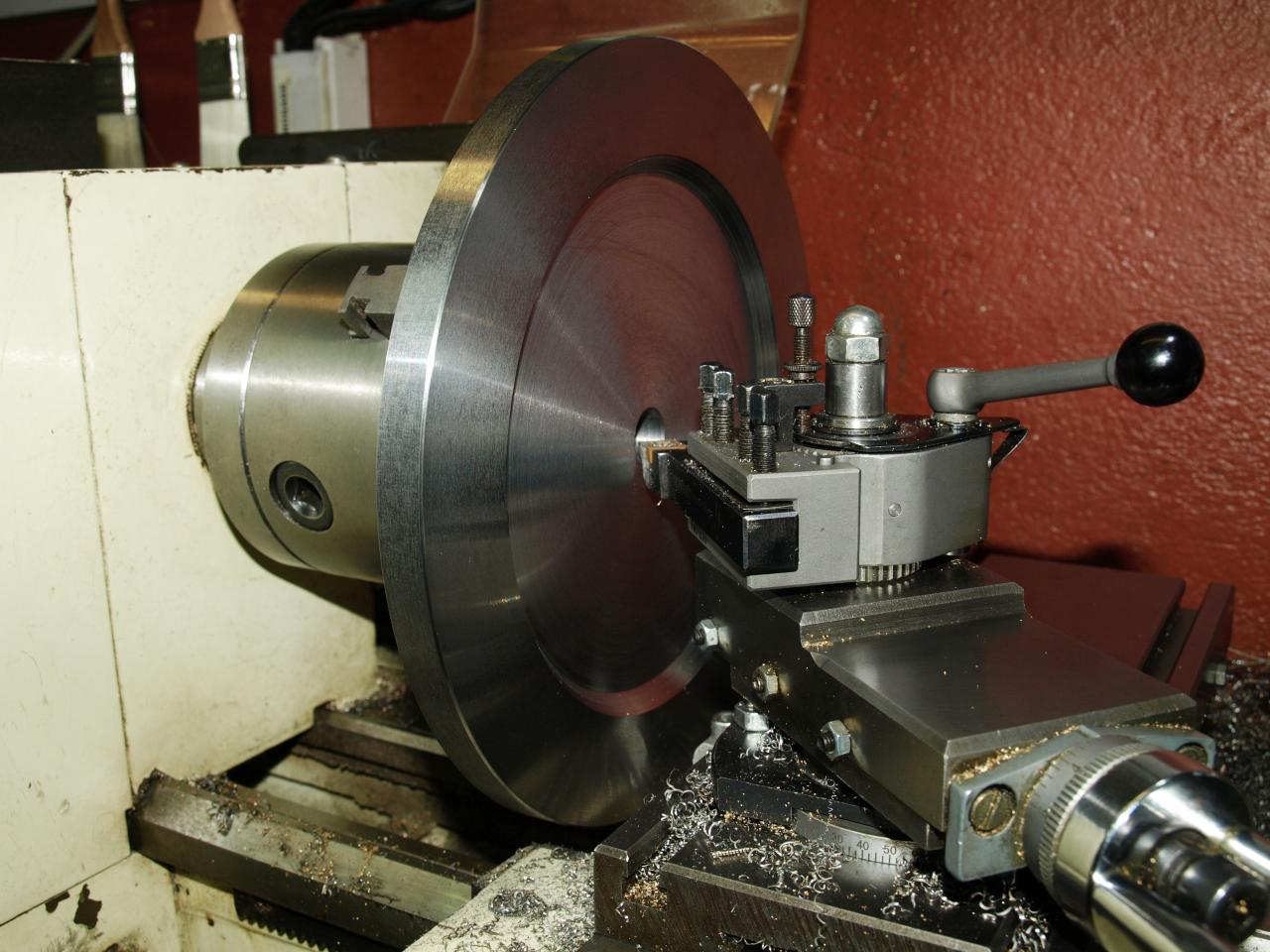
Ebauchage de la couronne à partir d'une pièce brute (machining compensating center)

Taillage des dents de la couronne du différentiel: diamètre extérieur 204mm 100 Dents Module 2, Matériel 20MnCR5. (Gear cutting compensating centre 100 TEETH)

Couronne du différentiel terminée diamètre extérieur 204mm 100 Dents module numéro 2. (Compensating Centre Done)

Le tracteur est équipé d'un treuil débrayable, ce treuil est monté sur le différentiel. Usiné sur le tour à métaux. (Allchin's Winding Drum)
 Entraineur du treuil réalisé sur tour et fraiseuse.
Entraineur du treuil réalisé sur tour et fraiseuse.

Le treuil monté avec son entraineur sur le différentiel. (Winding Drum and Compensating Center)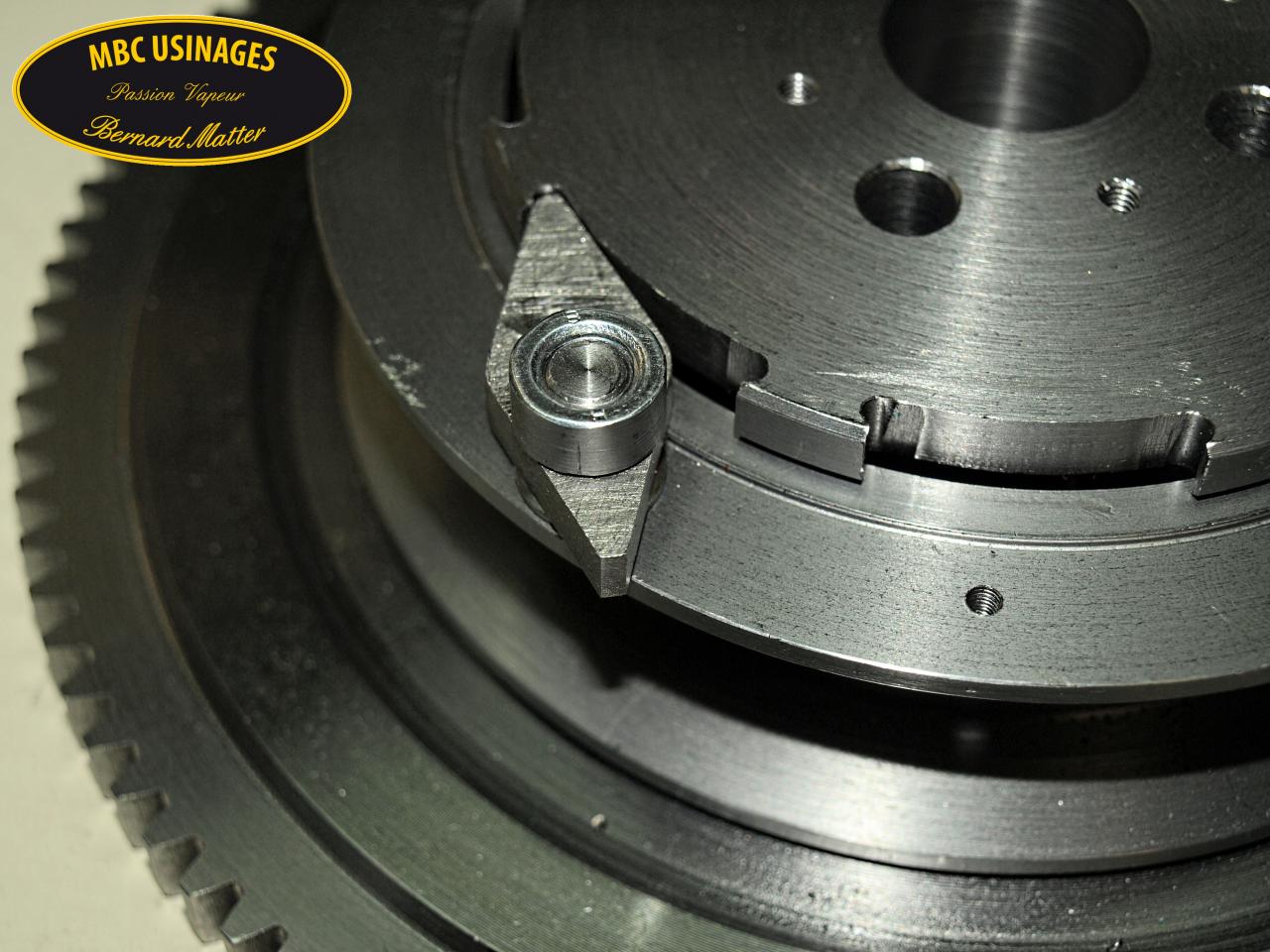 Entraineur débrayable du treuil.
Entraineur débrayable du treuil.
Taillage des pignons à engrenages coniques du différentiel:
Sur une fraiseuse conventionnelle il n'est pas possible de tailler des engrenages coniques avec une géométrie des flancs parfaite. La taille se fait sur des machines industrielles spécifiques très onéreuses.
Cependant il existe une méthode alternative qui permet de réaliser ce genre de pignons sur une fraiseuse conventionnelle. Cette méthode convient pour tailler des pignons à engrenage conique qui ne sont pas soumis à de grandes contraintes et vitesses de rotation.
Cette méthode est bien décrite dans un article de Model Engineer et sur d'autres supports.
Pour tailler un engrenage il faut procéder à trois passes en décalant de quelques degrés (selon la taille du pignon) lors des 2ème et 3ème passes en faisant bien attention de faire varier également la hauteur de la fraise module qui lors des deux dernières passes ne doit enlever que de la matière vers l'extérieur des engrenages. Il existe une méthode de calcul pour effectuer ces règlages en fonction de la dimension et du module des pignons.
Le différentiel est composé de 2 pignons planétaires de 64 dents d'un diamètre primitif de 80 mm et de trois pignons satellites de 15 dents d'un diamètre primitif de 24 mm. Le module 1 correspond le mieux selon les calculs effectués par la méthode. Pour tailler les pignons il faudra donc effectuer environ 654 passes sur la fraiseuse conventionnelle à l'aide du diviseur. Du travail en perspective...
Première étape: réalisation d'un cimblot:
Comme il faudra passer de l'usinage des bruts sur le tour à métaux à la fraiseuse pour réaliser le taillage et faire plusieurs reprises, il est impératif pour garder une concentricité parfaite, de réaliser un cimblot pris en pince ER sur cône MK3.
 Après réalisation du cimblot sur le tour vérification de la répétivité du centrage sur le diviseur.
Après réalisation du cimblot sur le tour vérification de la répétivité du centrage sur le diviseur.
 Après le débit, ébauchage d'un pignon planétaire qui sera repris sur cimblot en pince pour finition
Après le débit, ébauchage d'un pignon planétaire qui sera repris sur cimblot en pince pour finition
 Finition de l'ébauche d'un pignon planétaire sur le tour.
Finition de l'ébauche d'un pignon planétaire sur le tour.
 Une des deux ébauches des planétaires, prête pour le taillage des dents.
Une des deux ébauches des planétaires, prête pour le taillage des dents.
 Montage du diviseur Vertex d'un diamètre de 200 mm sur la table de la fraiseuse à l'aide du comparateur, en utilisant la fonction tangente pour obtenir un angle précis.
Montage du diviseur Vertex d'un diamètre de 200 mm sur la table de la fraiseuse à l'aide du comparateur, en utilisant la fonction tangente pour obtenir un angle précis.
 Montage de l'ébauche d'un pignon planétaire de 80mm de diamètre sur le diviseur, après avoir réglé la hauteur de la fraise module de manière très précise au centre du diviseur. Après une dernière vérification des règlages, le taillage des dents peut commencer.
Montage de l'ébauche d'un pignon planétaire de 80mm de diamètre sur le diviseur, après avoir réglé la hauteur de la fraise module de manière très précise au centre du diviseur. Après une dernière vérification des règlages, le taillage des dents peut commencer.
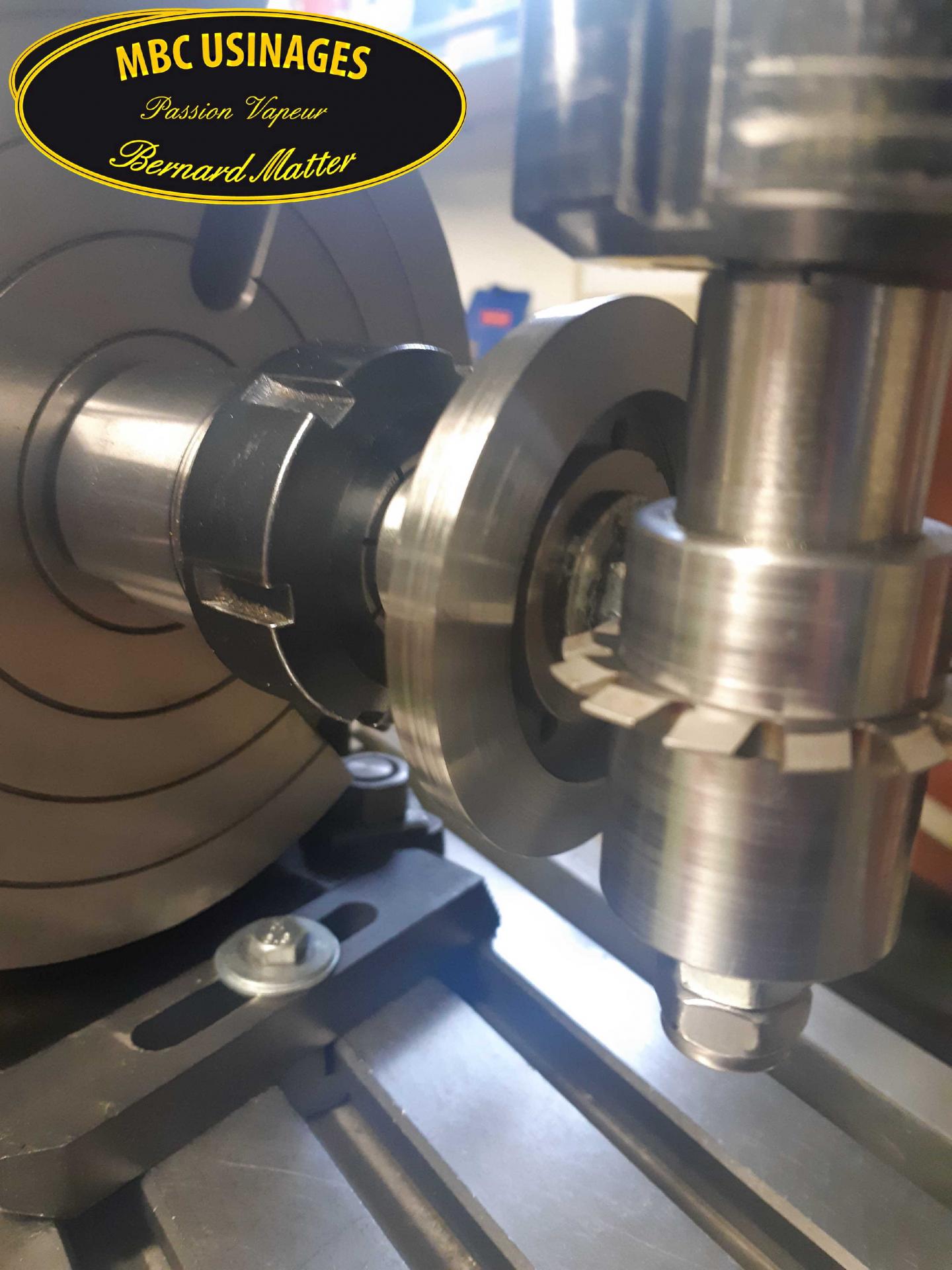
 Première passe lors du taillage des 64 dents d'un des pignons planétaires en cours, à l'aide d'une fraise module 1. Une bonne lubrification par arrosage s'impose. Par manque de place je n'ai pas réussi à installer une contrepointe, mais avec une avance réduite il n'y a pas eu de vibrations lors de l'opération.
Première passe lors du taillage des 64 dents d'un des pignons planétaires en cours, à l'aide d'une fraise module 1. Une bonne lubrification par arrosage s'impose. Par manque de place je n'ai pas réussi à installer une contrepointe, mais avec une avance réduite il n'y a pas eu de vibrations lors de l'opération.
 Après pas mal d'heures d'usinage voici les deux pignons planétaires 64 dents de 80mm de diamètre.
Après pas mal d'heures d'usinage voici les deux pignons planétaires 64 dents de 80mm de diamètre.
 Usinage sur le tour à métaux d'une des trois ébauches des pignons satellites prise en pince pour assurer la concentricité lors du passage sur le diviseur. Matière bronze.
Usinage sur le tour à métaux d'une des trois ébauches des pignons satellites prise en pince pour assurer la concentricité lors du passage sur le diviseur. Matière bronze.
 Taillage des dents d'un pignon satellite avec une fraise module 1 sur la fraiseuse à l'aide du diviseur.
Taillage des dents d'un pignon satellite avec une fraise module 1 sur la fraiseuse à l'aide du diviseur.
 Pignons satellites de 15 dents du différentiel, diamètre primitif 23mm. Matière bronze.
Pignons satellites de 15 dents du différentiel, diamètre primitif 23mm. Matière bronze.
 Axes des pigons satellites après usinage et perçage des conduits de lubrification. Les pignons sont également percés pour permettre au lubrifiant d'atteindre les pignons planétaires.
Axes des pigons satellites après usinage et perçage des conduits de lubrification. Les pignons sont également percés pour permettre au lubrifiant d'atteindre les pignons planétaires.
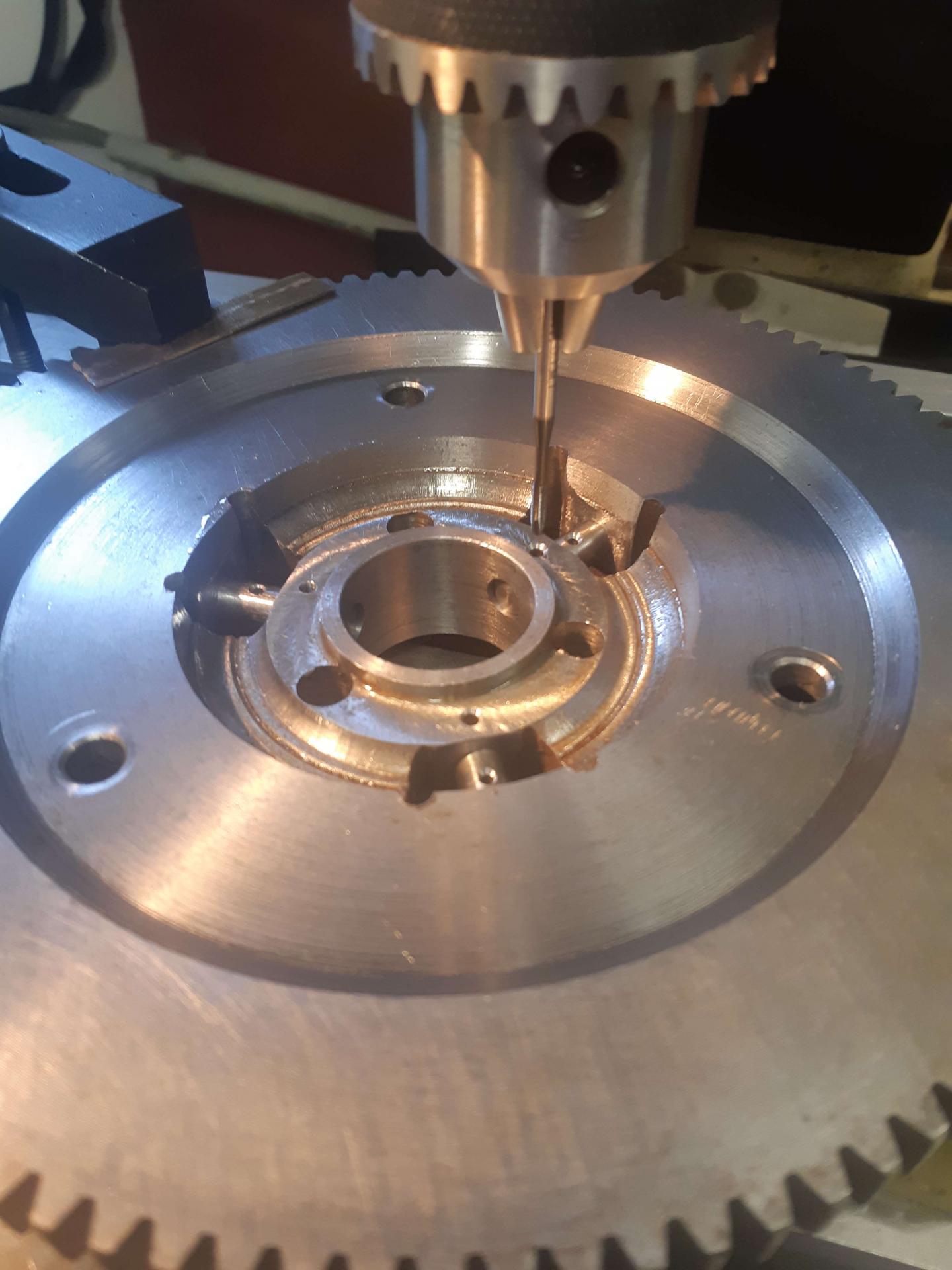 Après alèsage 8H7 des logements des axes des planétaires sur la couronne, perçage et taraudage M5 pour bloquer les axes avec des vis pointeau sans tête 6 pans creuses.
Après alèsage 8H7 des logements des axes des planétaires sur la couronne, perçage et taraudage M5 pour bloquer les axes avec des vis pointeau sans tête 6 pans creuses.
 Les pignons planétaires montés dans la couronne du différentiel.
Les pignons planétaires montés dans la couronne du différentiel.
 Le pignon planétaire intérieur monté sur son moyeu. Ce pignon est bloqué par clavetage sur l'arbre de roue traversant. Quelle que soit la situation ce pignon est toujours entrainé dès qu'une vitesse est enclenchée.
Le pignon planétaire intérieur monté sur son moyeu. Ce pignon est bloqué par clavetage sur l'arbre de roue traversant. Quelle que soit la situation ce pignon est toujours entrainé dès qu'une vitesse est enclenchée.
 Après montage du pignon planétaire intérieur sur l'axe de roues traversant , positionnement de la couronne du différentiel.
Après montage du pignon planétaire intérieur sur l'axe de roues traversant , positionnement de la couronne du différentiel.
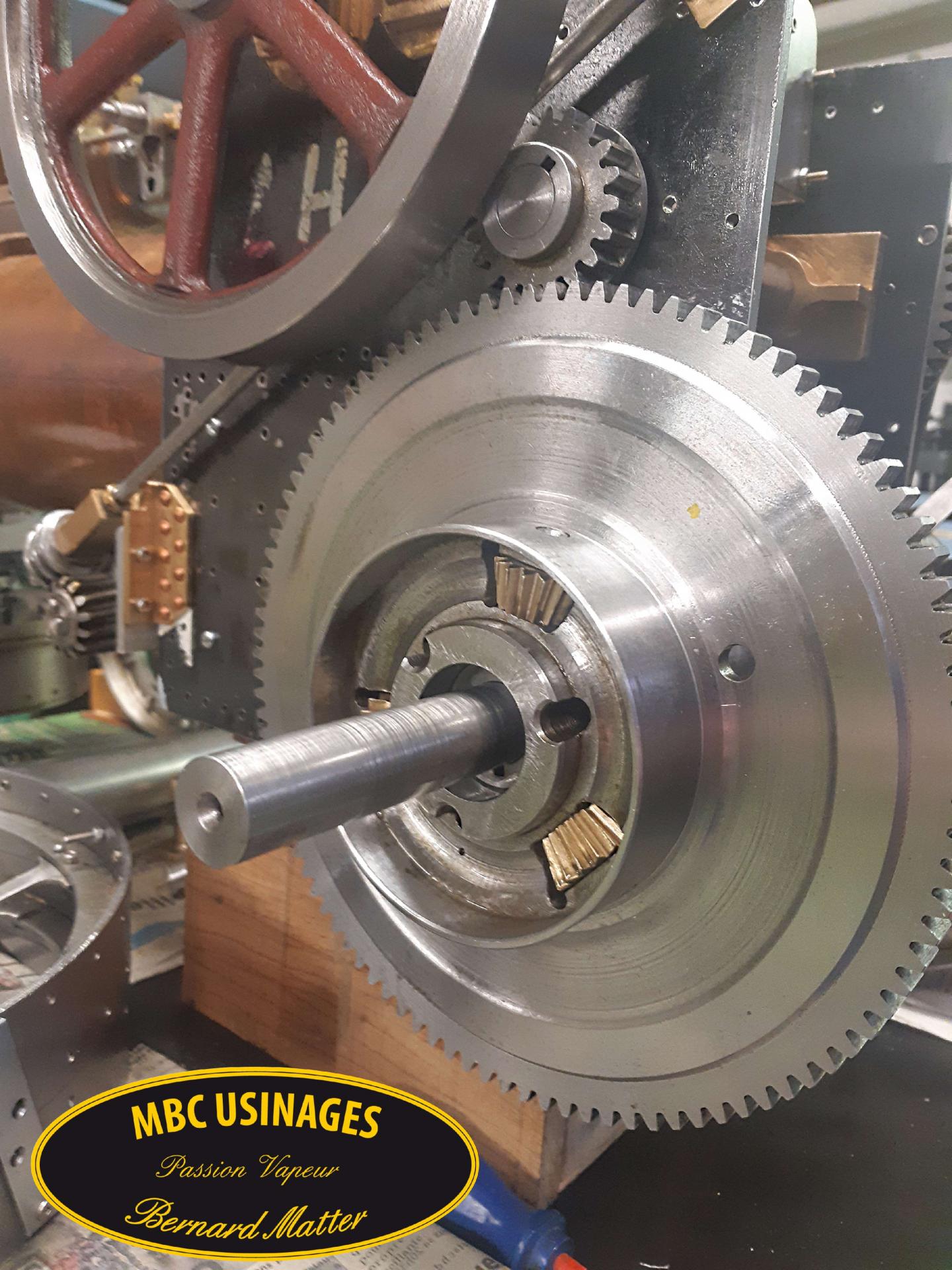
 Le pignon planétaire extérieur monté sur son moyeu qui fait en même temps fonction d'entraineur du treuil. Les 3 perçages visibles sont prévus pour faire passer des axes amovibles qui traversent le moyeu de la roue arrière gauche ainsi que la couronne du différentiel. Les axes sont mis en place pour, dans des conditions difficiles, bloquer le différentiel et ainsi éviter le patinage des roues. Lorsque le différentiel est bloqué il n'est pas possible de prendre de virages.
Le pignon planétaire extérieur monté sur son moyeu qui fait en même temps fonction d'entraineur du treuil. Les 3 perçages visibles sont prévus pour faire passer des axes amovibles qui traversent le moyeu de la roue arrière gauche ainsi que la couronne du différentiel. Les axes sont mis en place pour, dans des conditions difficiles, bloquer le différentiel et ainsi éviter le patinage des roues. Lorsque le différentiel est bloqué il n'est pas possible de prendre de virages.
 Positionnement des différents éléments. A noter qu'à ce stade du montage toute la visserie est provisoire et sera remplacée par des rivets et vis adéquats lors du montage final.
Positionnement des différents éléments. A noter qu'à ce stade du montage toute la visserie est provisoire et sera remplacée par des rivets et vis adéquats lors du montage final.
A l'époque la répartition des charges ne semblait pas être une priorité pour les concepteurs. L'ensemble différentiel et volant d'inertie ainsi que d'autres éléments, sont montés à gauche. Pour pallier à cet inconvénient la roue gauche est déportée du centre de la machine par rapport à la roue droite.
Prochaine étape: ajustage du jeu par calage des pignons planétaires et rodage des pignons qui malgré le fait qu'ils on été produits sur la fraiseuse engrènent de manière satisfaisante.
A suivre...

![]()